|
Главная > Статьи > Применение датчиков в процессах обогащения угля
Применение датчиков в процессах обогащения угля

|
Качество ископаемых углей характеризуется показателем зольности, который определяется количеством примесей. Для повышения качества угля применяется процесс обогащения. Под этим термином подразумевается организованный в систему с помощью правильно подобранных датчиков комплексный процесс механического отделения примесей, рассортировки угля по классам и разделения на сорта в соответствии с требованиями потребителей.
Углеобогатительное производство разделяется на следующие основные технологические этапы и отделения:
- отделение углеприёма,
- непосредственно обогатительное отделение,
- сушильное отделение,
- погрузочное отделение,
- бункеры для отходов производства,
- пруд-илонакопитель и породные отвалы.
Применение датчиков при автоматизации процессов отделения углеприёма
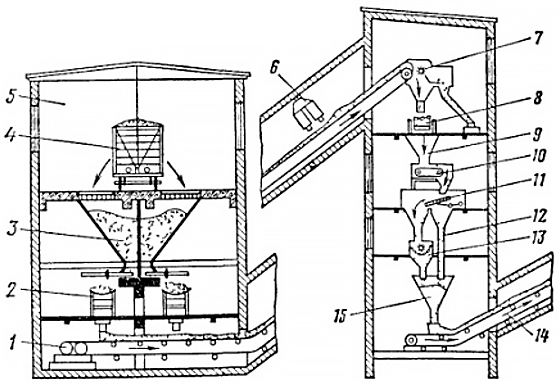
Исходный продукт поступает в приемные ямы или бункеры, а затем направляется в дробильное отделение с выбором металлических и деревянных включений и далее на грохочение. Цель – разрушение кусков горной породы механическими устройствами с целью раскрытия сростков угля с породой и выделения чистых зерен, а затем предварительное разделение кусков по размерам для подготовки к сортировке по классам. Перемещение продукции осуществляется конвейерным транспортом. Осуществляется контроль следующих технологических параметров и факторов безопасности:
- уровень наполнения приемных бункеров,
- скорость движения конвейеров,
- наличие продукта на ленте конвейера,
- сход ленты конвейера,
- контроль заштыбовки мест перегрузки,
- контроль уровня запыленности воздушного пространства.
Примерный вид отделения приёма угля иллюстрируется рисунком:
Применение датчиков при автоматизации процессов обогащения
Сортировка углей по классам производится в процессе нескольких этапов грохочения – механического разделения материала по крупности на просеивающих поверхностях (ситах). Цель – использование разных классов в различных технологических процессах обогащения.
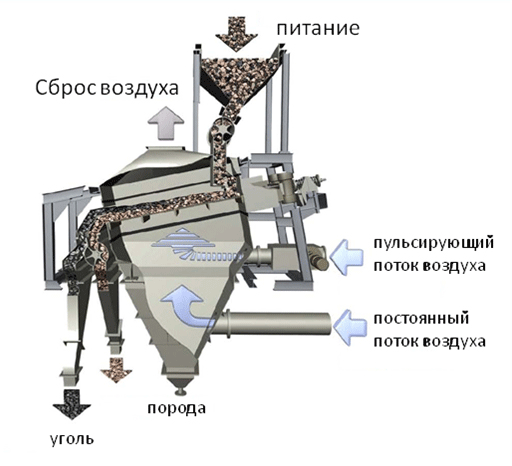
- Средняя и крупная фракции обогащаются, как правило, отсадочными методами: отделением минеральных зерен в пульсирующем потоке воды или воздуха, движущемся в вертикальном направлении. Существенными технологическими параметрами являются величина уровня «подстилающей» минеральной породы и толщина слоя обогащенного продукта. Параметры контролируются с целью своевременного удаления и извлечения конечного продукта.
- Мелкая фракция обогащается преимущественно «гравитационными» методами, заключающимися в том, что частицы разной плотности разделяются под действием сопротивления потока жидкой среды заданной плотности. Наиболее эффективно процесс разделения происходит в водной суспензии, которая дозируется специальными реагентами и может варьироваться в зависимости от свойств исходного сырья – угольной массы. Обогащение происходит в специальных аппаратах – сепараторах и гидроциклонах.
- Шламовая фракция обогащается в основном флотационными методами, основанными на избирательном процессе закрепления частиц минералов на границе раздела газовой и жидкой сред. Плохо смачиваемые частицы угля прилипают к поверхности пузырьков воздуха, в то время как частицы пустой породы, хорошо смачивающиеся, тонут. Специальные дозируемые реагенты обеспечивают неразрушение пузырьков воздуха при их всплытии при продувке пульпы в специальной ёмкости. Таким образом, частицы угля скапливаются ввиде пены на поверхности резервуара и собираются для осушения специальными приспособлениями. Смачиваемые частицы пустой породы остаются в удаляемой пульпе. Важным фактором повышения производительности процесса флотации является температура процесса.
Для целей автоматизации являются важными параметры:
- дозирование реагентов, контроль уровня жидкости в резервуаре,
- контроль уровня пульпы в осадке на дне резервуара,
- контроль температуры флотационного процесса.
Применение датчиков при автоматизации процессов сушильного и погрузочного отделений

После обогащения влажность конечного продукта доводится до определенного уровня, обеспечивающего его транспортировку без смерзания. В погрузочном отделении обогатительной фабрики имеется ряд бункеров для размещения сортовых концентратов и промежуточного продукта. Распределение концентратов обеспечивается конвейерным транспортом. В дальнейшем продукт загружается в ж/д вагоны по весу или объёму. Отделение оборудовано трамбовками и опрыскивателями реагентами для предотвращения смерзания или выдувания при транспортировке. Автоматизация сушильного и погрузочного отделений обеспечивается непрерывным контролем влажности продукта, уровней заполнения бункеров, скорости движения конвейеров, контроля схода ленты и наличия продукта на конвейере, заштыбовки питающих устройств бункеров т.п.
Примеры датчиков, используемых при автоматизации процессов на углеобогатительной фабрике в целом:
Отходы процессов обогащения (кроме флотации) поступают в бункер отходов и вывозятся на породный отвал. Отходы флотационных процессов подаются в пруд-илонакопитель, используемый для отстоя технологической воды. Твердые частицы оседают на дно, осветленная вода возвращается на фабрику.
Данная статья носит рекомендательный характер и, прежде чем заказывать датчик,
необходимо проконсультироваться у специалистов.
|
|
|
Новости
11
08.25
Компактные датчики для точного контроля положения
10
08.25
Поздравляем тех, кто возводит города!
04
08.25
Новые УПП: плавный старт в компактном корпусе
28
07.25
Универсальная индикация с усиленной защитой
21
07.25
Современное решение для компактного привода
|